文章来源:深圳市方圆智汇科技有限公司
1. 精益生产七大浪费改善的顺序
2. 七大浪费查找方法
发现七大浪费的五大要点
要点 1. 3现原则
1现:去现场
2现:看现物
3现:分析现象(现实)
要点 2. 对作业的反问(What)
- 反问那个作业是什么
要点3. 追究功能(Why)
- 反问 为什么 要做那作业
要点4. 除本质功能外 全部是浪费
认识作业中的本质功能,对附加的作业 可以认为全都是浪费
要点5. 对浪费的反问(5Why)
对浪费作业重复5个为什么,发现真正的浪费。
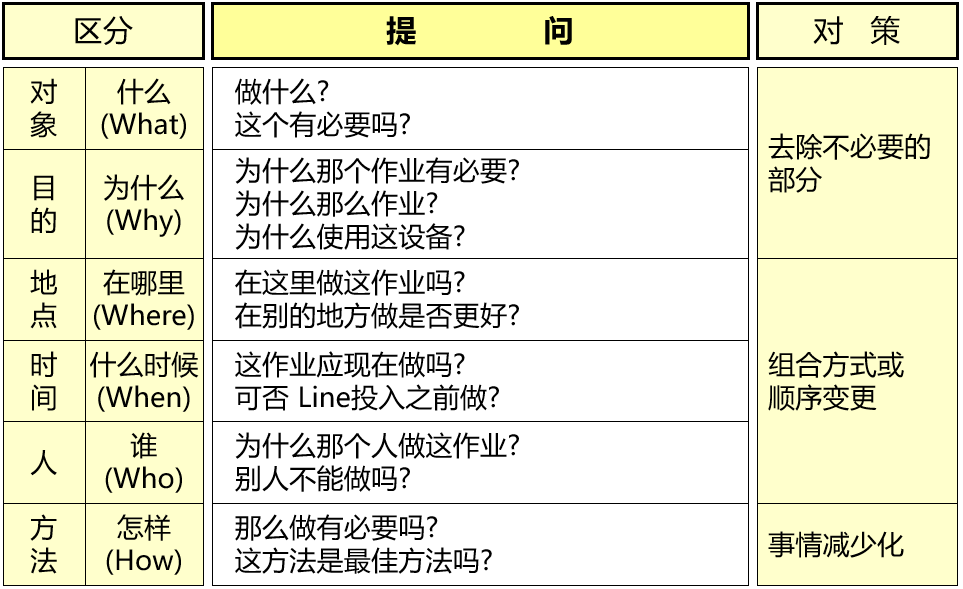
运用(5W1H)查找精益生产中的七大浪费
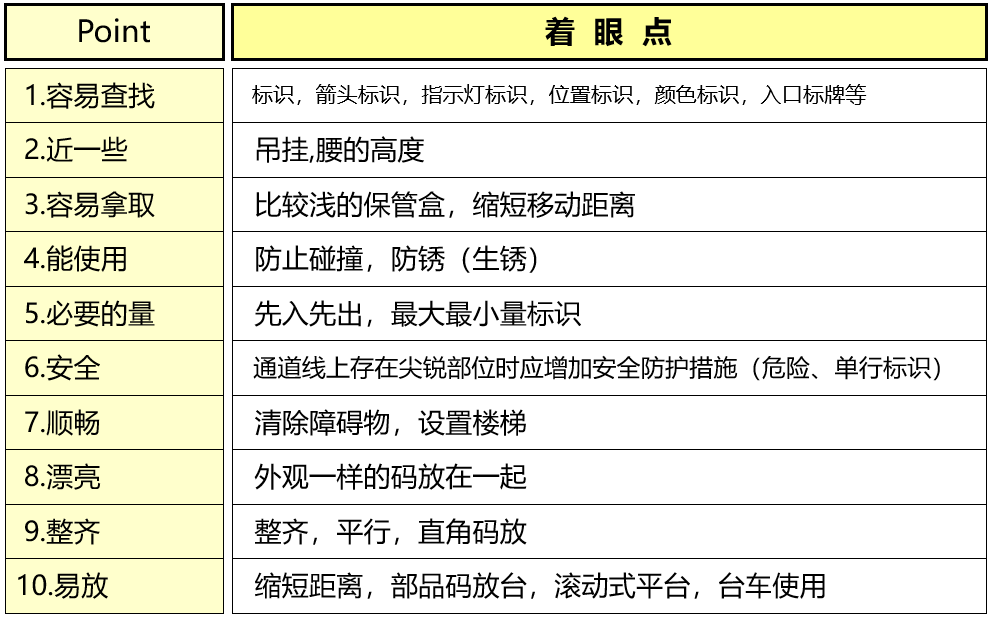
寻找精益生产七大浪费的10大着眼点
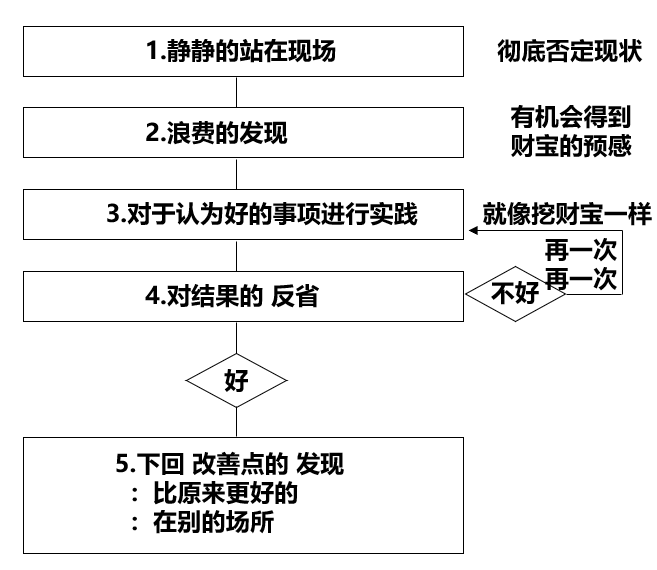
3. 改善浪费的思想
改善是我做的,这改善改变着我
什么使我困难,这就是改善的开始
烛光般的改善,可以带来阳光般的成果
想法是提案,实践就是改善
4. 浪费改善的姿态
※日本的丰田汽车
『工厂的改善是从观察作业者作业方法开始的』
『因为那里无需费用』
※ 通过改善取得的5种体制改变
1. 确认什么是问题点的体制.
2. 重视计划的体制.
3. 重视过程的体制.
4. 指望重点的体制.
5. 全员向往系统的体制.
要有自觉向上的本能欲望
※丰田的领导人指出:
改善是对现状着手比现在更好、更安全、更便宜,产生某种附加值的活动改善必有成果。如果停止活动那就没有意义,单纯的盲然的继续活动没有很大的结果。设定高的目标,自身锻炼当中以肯定取得高成果的心态不断的追求高的成果。
※每日 1%改善
我国工商部的一位高级官员在几年前访问过日本。在访问的众多机关当中,对于制造文具类的小型企业后感触特别深,因为他们的生产设施基本都是自动化。
同时自己心里也在想,我国的中小企业也应该达到这种水平,于是问道:“请问备一套这种自动化设备需要多少钱?“但回答是”没有花钱。但我问其原因时,他们说是自己动手做的,所以相当于没有花钱。这个单位没有博士,硕士联大学生都很少,主要是依靠工人出身的职工经过10多年的努力,一个一个落实了自动化。
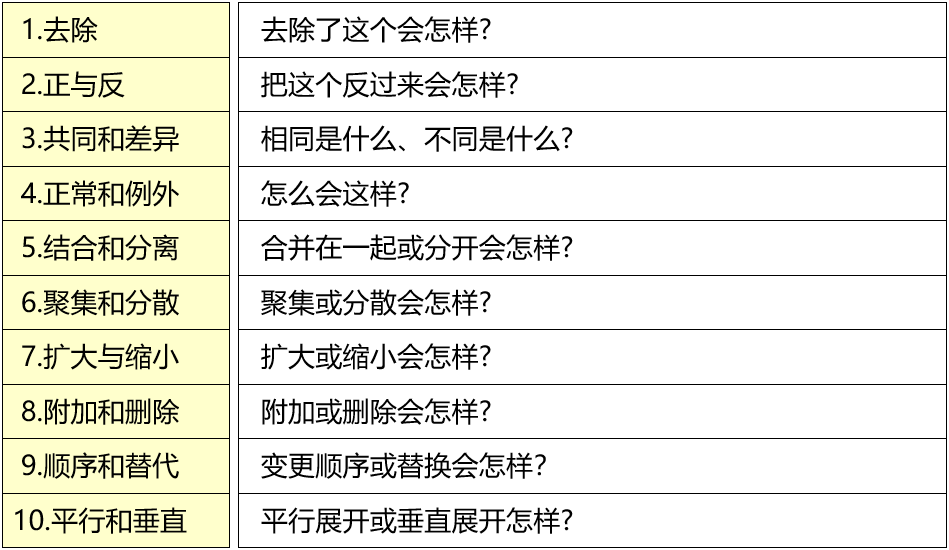
改善精益生产七大浪费的十大思考方向
管理者不该说的话
·这个程度谁都知道
·到现在为止没有试过,会不会不可能
·以前我试过不行,明明不行
·这个现在落伍了
·不可能这样计算的
·计划实在太多了,我建议下次有机会再说好了
·改天再找你谈话吧
·暂且维持这样的现状吧
·为什么换呀?不是做的好好儿的吗
·这是规定,不行
·这是技术部门的问题
·那样的想法 领导也不会同意的
·在我们公司是不行
·你可能不知到
·想法很好但没有预算
……
5. 消除七大浪费改善的实行
1)彻底的作业改善
想现在的方法是最坏的,工程的部品量大幅度的下降,然后观察作业者的动作
实施顺序
(1) 部品的库存减少一半
(2) 观察人们的动向
- 区分主作业和附作业
- 附作业:箱子管理,修正作业,待机,运输,移动
(3) 分类可能改善的浪费
(4) 首先实行改善(现场改善不去做时不会了解的)
- 分开作业的量
- 更换物品的配置
- 设置简单的物品台
(5) 要保持改善成果,不要再回到以前
- 如果不合理要再次改善
- 决定的要完全严格遵守.
2) 标准作业
- 要有效地组合人,物品,机械,使产品的品质提高,降低成本,提高产量. 此外,
- 为了安全的生产制定工作方式,成为改善作业的根本!
- 重视设计标准作业,以人的活动为中心.按照事情集中度做连续单位作业每有
- 浪费的顺序进行有效的生产.
- 设定周期时间,决定作业顺序,标准材料供给3要素为基础.
- 标准作业与作业标准互相联系,以标准化的作业减少现场浪费
3)工程改善
(1) 使作业者动作最少化
(2) 提供最便利的作业姿势
- 没有腰部动作,与作业台的高度符合
- (胳膊)角度在90度以内(水平),高度在肩以下,作业工具距离(20cm)
(3) 工程间距离及工程间资材最大限度安排在近处
(4) 排除空搬运
(5) 按照工作顺序适当摆放工具
(6) 不要进行双重动作
(7) 强调使用双手作业
(8) 比起人力,使用重力和动力
(9) 比起并列,要向串连式流动
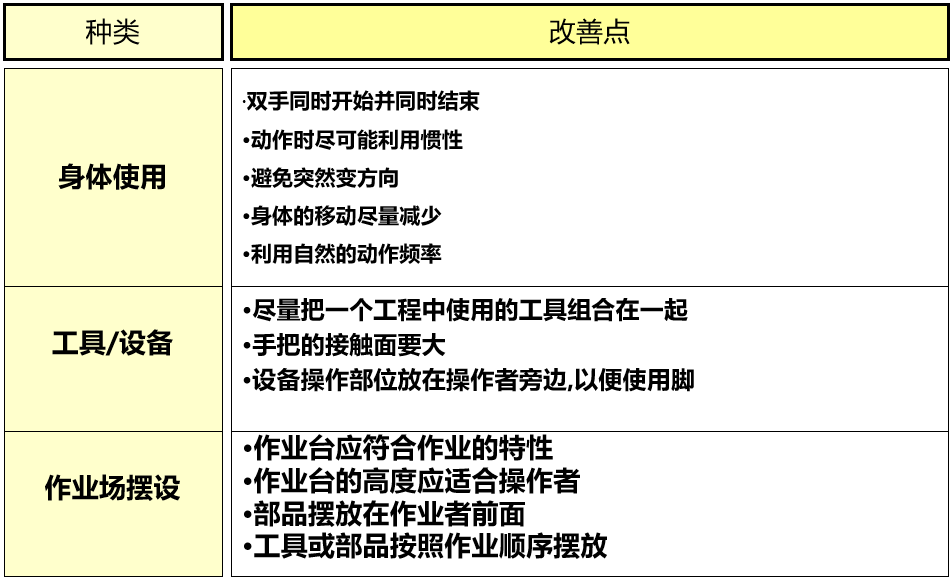
4)动作经济的原则
5)改善的原则1
(a) 考虑人的适应性
①肉眼的判别能力
- 照相机的快门移动点的读取
☞ 1,2…5,6(多)快速的看
②手的移动方法
- 手向外面动的动作比较便利
- 通常在前方拉到近处的动作比较方便
- 双手同时开始同时结束
- 双手向左右对称的方向移动
身体对称的话消耗的卡路里少
- 显像管很重,重的话就非常的费力
- 同样的重量用双手举就轻了
6) 改善的原则2
(a)量的分配和质的分配
①同样的事情分2个人做更快(量)
②根据事情难易度的不同,来制定担当者(质)
谋求技能的平衡
对于单纯反复作业的单调和倦怠.
(b)水果罐头
在水果罐头工厂因雇用了小时工,不良的散布很大.
通过熟练工负责重要工程的担当作业,不良下降到15%,
不良率50%下降
(c) 手的作用工具化
-搬运: 伸出手.抓住,搬运,放下
-作用:维持,变换方向.
弥补手不足的部分:夹具(jig), 镊子,绣针 , Ski
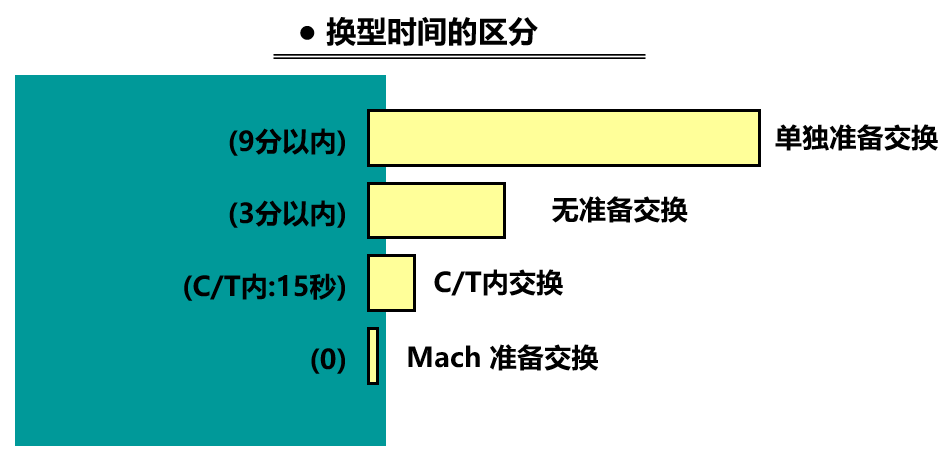
7) 换型时间的缩短
换型时间是指现在的型号结束,下一个型号良品出来为止的时间
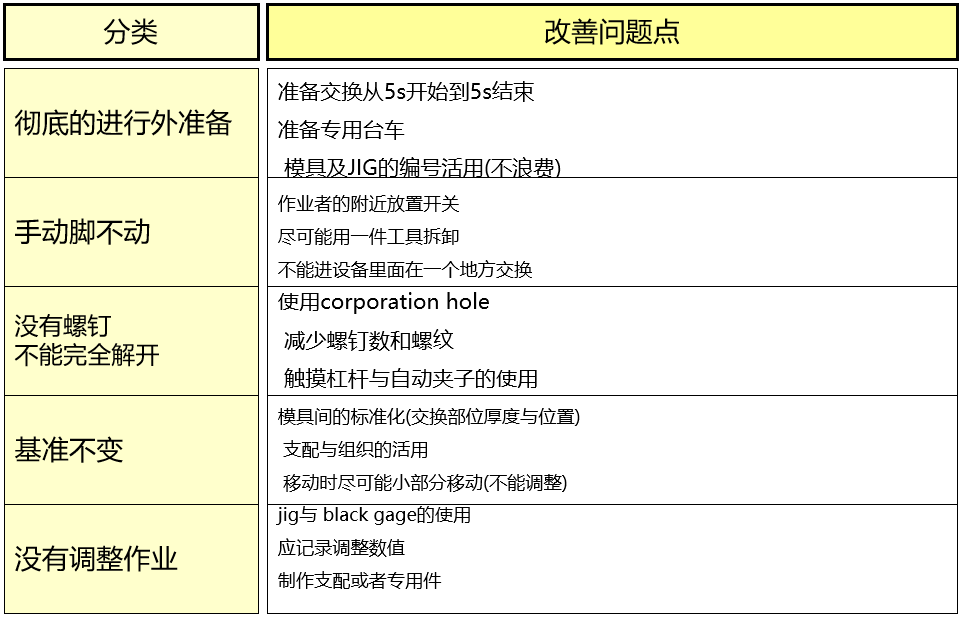
8) 单个准备交换
9) 组立的换型准备作业
工程中不应有再工,争取能进行同时生产2个型号的工程
改善方法:
(1)Line换型Unit(同步)化
(2)减少螺丝的个数,换型时不使用工具
(3)换型5分钟前投入下一个型号的部品
- 这个时候要放好标识”XXX型号”的看板
- 工程中直接使用纳品的BOX
(4) 基本上没有部品及工具的交换为好
- 制作能放置两种型号的放置台
- 在部品前面拿和使用小型箱子
- 建立空箱子处理的系统
(5) 进行作业台,工具等交换
- 作业台,工具与SET化的作业台
10)部品放置台改善
根据型号别多种部品与JIG一致化 防止误作业,在前方能抓取的经济性动作实现.
11) 部品搬运的系统化
仅提供剩下最少量部品的时候到下次搬运时间段内的使用量
12) 取部品
叉车运输时可能会产生等待的浪费,所以核心是把搬运流水线化。


 电子期刊
电子期刊