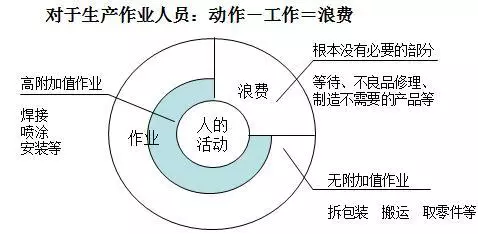
浪费的定义
1最大的浪费
生产过剩的浪费生产过剩的表现形式生产过剩的发生原因解决对策注意点① 不良品存在库房内待修;② 设备能力不足所造成的安全库存;③ 换线时间太长造成每次大批量生产的浪费;④ 采购过多的物料变成库存。造成二次浪费:① 产生不必要的搬运、堆积、放置、找寻、防护处理等浪费的动作;② 使先进先出的作业困难;③ 损失利息及管理费用;④ 物品之使用价值会减低,变成呆滞品;⑤ 占用厂房、造成多余的工作场所、仓库建设投资的浪费;⑥ 造成无形的浪费。
① 没有管理的紧张感;
② 设备能力及人员需求误判;
③ 对场地需求的误判;
④ 产品品质变差的可能性;
⑤ 容易出现呆滞物料。
① 视库存为当然;
② 设备配置不当或设备能力差;
③ 大批量生产,重视稼动时间;
④ 物流混乱,呆滞物品未及时处理;
⑤ 提早生产;
⑥ 无计划生产;
⑦ 客户需求信息未了解清楚。
① 库存意识的改革;
② U型设备配置;
③ 均衡化生产;
④ 生产流程调整顺畅;
⑤ 看板管理的贯彻;
⑥ 快速换线换模;
⑦ 生产计划安排考虑库存消化。
① 库存是万恶之源;
② 降低安全库存。
3最长的浪费
搬运的浪费搬运浪费的表现形式搬运浪费的发生原因 解决对策注意点
① 自动机器操作中,人员的“闲视”等待;
② 作业充实度不够的等待;
③ 设备故障、材料不良的等待;
④ 生产安排不当的人员等待;
⑤ 上下工程间未衔接好造成的工程间的等待。① 生产线布置不当,物流混乱;② 未均衡化生产;③ 生产计划安排不当;④ 工序生产能力不平衡;⑤ 材料未及时到位;⑥ 品质不良。
① 采用均衡化生产;
② 单件流生产、设备保养加强;
③ 实施目视管理;
④ 加强进料控制,标准手持设定;
⑤ 明确人员分工。
① 自动化不要闲置人员;
② 供需及时化。
5最多的浪费
动作的浪费动作浪费的表现形式动作浪费的发生原因 解决对策注意点① 超出/低于产品特定需求的精度;
② 多余的作业项目;
③ 最终工序的修正动作;
④ 频繁的分类、测试、检验;
⑤ 多余不必要的标记。
① 作业内容与工艺检讨不足;
② 模夹治具不良;
③ 标准化不彻底;
④ 材料未检讨。
① 工程设计适正化;
② 作业内容的修正;
③ 治具改善及自动化;
④ 标准作业的贯彻。
① 了解同行的技术发展;
② 公司各部门对于改善的共同参与及持续不断的改善。
7最低级的浪费
不良品的浪费不良品浪费的表现形式不良品浪费的发生原因 解决对策注意点
“ 降低成本的唯一办法——消除浪费!


 现场管理
现场管理