

 精益品质
精益品质
顾客满意度评估
ISO9000系列标准要求企业对顾客有关组织是否已满足其要求的感受的信息进行测量和监视。与顾客有关的信息可包括:对顾客和使用者的调查,有关产品方面的反馈,顾客要求和顾客抱怨,合同信息,市场需求,服务提供数据和竞争方面的信息等。
对于顾客满意的评估可以有各种方法,近年来,美国、瑞典等国采用顾客满意度指数(Customer Satisfaction Index, 缩写为CSI)进行评估,很有成效。CSI是用于评价产品(硬件、软件、服务、流程性材料)满足顾客需求程度的参数,也是评价产品质量的一种综合指数。设顾客对产品提出了n项需求,每项需求得到满足的程度为qi, ( i=1, 2, … , n),则顾客满意度指数CSI是qi 的函数。
对于qi,应由市场开发人员对顾客群进行随机抽样调查, 结合通过售后服务所收集的顾客投诉和对产品的质量问题进行分析、统计来确定。顾客满意度指数的评估是相当复杂的事情。企业、社会和国家机关都可以根据需要,委托中立的专业机构,进行产品、服务和行业的顾客满意度指数的评估,用以指导质量改进的方向。
02 . 精益生产
精益生产(Lean Production,简称LP)是美国麻省理工学院根据其在“国际汽车项目”研究中,基于对日本丰田生产方式的研究和总结,于1990年提出的制造模式。其核心是追求消灭包括库存在内的一切“浪费”,并围绕此目标发展了一系列具体方法,逐渐形成了一套独具特色的生产经营管理体系。
03 . 均匀设计
正交试验设计在挑选试验点时,有两个特点:均匀分散,整齐可比。“均匀分散”使试验点有代表性,“整齐可比”便于试验数据的分析。为了保证“整齐可比”的特点,正交设计至少要求做q2次试验。
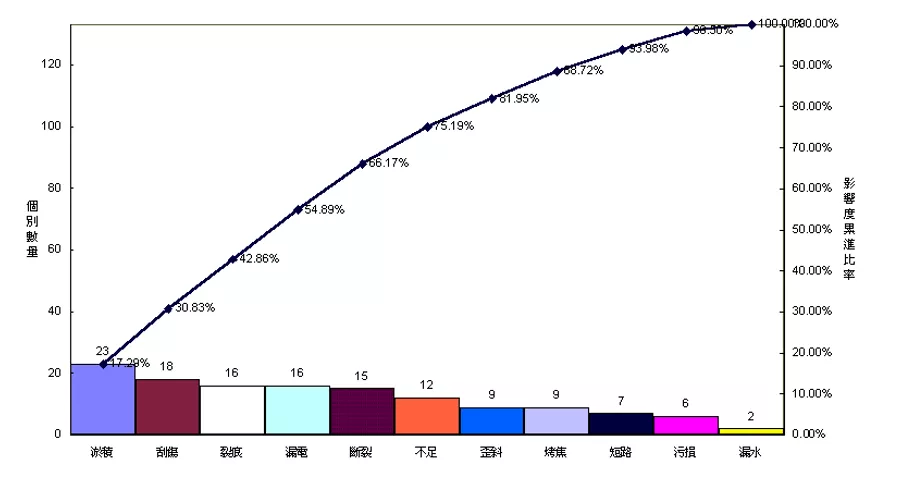
04 . 排列图
排列图的全称是“主次因素排列图”,也称为Pareto图。它是用来影响产品质量的各种因素中主要因素的一种方法,由此可以用来确定质量改进的方向。因为在现实中存在的多数问题通常是由少数原因引起的。
05 . 平衡计分卡
哈佛商学院的罗伯特.S.卡普兰(RobertKaplan 哈佛商学院的领导力开发课程教授)和诺朗诺顿研究所所长大卫.P.诺顿(DavidNorton复兴全球战略集团创始人兼总裁)经过为期一年对在绩效测评方面处于领先地位的12家公司的研究后,发展出一种全新的组织绩效管理方法,即“平衡计分卡”,并发表于1992年1/2月号的《哈佛商业评论》中。
AQS体系将田口的质量损失的概念纳入到生产制造阶段的质量管理之中,提出了一整套与健壮设计相适应的生产制造质量控制要求。
AQS体系首先要求确定生产制造阶段产品的关键特性,对这些关键特性及其所涉及的零部件,要求开展工艺健壮设计,以便确定健壮的工艺。
在生产制造中要建立对关键特性的监控措施,除了应用SPC的常规控制图外,AQS给出了三种小批量控制图即单值移动极差控制图、目标控制图和比例控制图,两种改进的控制图即移动平均控制图和几何移动平均控制图,另外还有提高控制图监控灵敏度的一些措施。
根据监控情况和实际需要,改进工艺参数或改进工艺设计,纠正引起质量波动的任何人机料法环的因素,从而实现质量的连续改进。
10 . 头脑风暴法
头脑风暴法又称智力激励法,是现代创造学奠基人美国奥斯本提出的,是一种创造能力的集体训练法。它把一个组的全体成员都组织在一起,使每个成员都毫无顾忌地发表自己的观念,既不怕别人的讥讽,也不怕别人的批评和指责,是一个使每个人都能提出大量新观念、创造性地解决问题的最有效的方法。
上一篇:这么写8D报告,准没错
下一篇:生产过程质量管理措施有哪些?