

 公司动态
公司动态
01、摘要
在当前智能制造的热潮之下,很多企业都在规划建设智能工厂。众所周知,智能工厂的规划建设是一个十分复杂的系统工程,为了少走弯路,本文整理了在建设中要考虑的十个核心要素以及需要关注的重点维度。
02、数据采集和管理
数据是智能工厂建设的血液,在各应用系统之间流动。在智能工厂运转的过程中,会产生设计、工艺、制造、仓储、物流、质量、人员等业务数据,这些数据可能分别来自ERP、MES、APS、WMS、QIS等应用系统。生产过程中需要及时采集产量、质量、能耗、加工精度和设备状态等数据,并与订单、工序、人员进行关联,以实现生产过程的全程追溯。
此外,在智能工厂的建设过程中,需要建立数据管理规范,来保证数据的一致性和准确性。还要预先考虑好数据采集的接口规范,以及SCADA(监控和数据采集)系统的应用。企业需要根据采集的频率要求来确定采集方式,对于需要高频率采集的数据,应当从设备控制系统中自动采集。
另外,必要时,还应当建立专门的数据管理部门,明确数据管理的原则和构建方法,确立数据管理流程与制度,协调执行中存在的问题,并定期检查落实优化数据管理的技术标准、流程和执行情况。
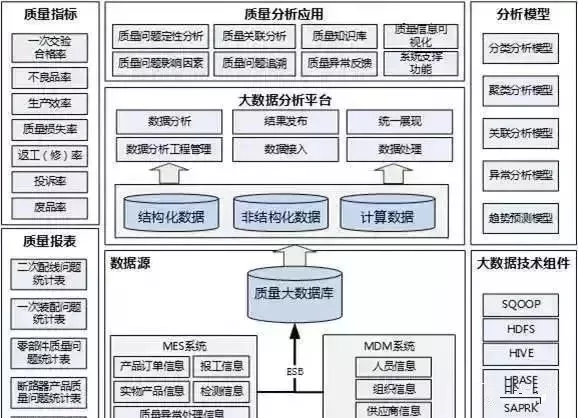
▲数据管理
03、设备联网
实现智能工厂乃至工业4.0,推进工业互联网建设,实现MES应用,最重要的基础就是要实现M2M,也就是设备与设备之间的互联,建立工厂网络。
企业应该对设备与设备之间如何互联,采用怎样的通信方式、通信协议和接口方式等问题建立统一的标准。在此基础上,企业可以实现对设备的远程监控,机床联网之后,可以实现DNC(分布式数控)应用。设备联网和数据采集是企业建设工业互联网的基础。
04、工厂智能物流
推进智能工厂建设,生产现场的智能物流十分重要,尤其是对于离散制造企业。智能工厂规划时,要尽量减少无效的物料搬运。很多制造企业在装配车间建立了集中拣货区(Kitting Area),根据每个客户订单集中配货,并通过DPS(Digital Picking System)方式进行快速拣货,配送到装配线,消除了线边仓。
离散制造企业在两道机械工序之间可以采用带有导轨的工业机器人、桁架式机械手等方式来传递物料,还可以采用AGV、RGV(有轨穿梭车)或者悬挂式输送链等方式传递物料。立体仓库和辊道系统的应用,也是企业在规划智能工厂时,需要进行系统分析的问题。
05、生产质量管理和设备管理
提高质量是企业永恒的主题,在智能工厂规划时,生产质量管理和设备管理更是核心的业务流程。贯彻质量是设计、生产出来,而非检验出来的理念。
质量控制在信息系统中需嵌入生产主流程,如检验、试验在生产订单中作为工序或工步来处理;质量控制的流程、表单、数据与生产订单相互关联、穿透;构建质量管理的基本工作路线:质量控制设置→检测→记录→评判→分析→持续改进。
设备是生产要素,发挥设备的效能(OEE—设备综合效率)是智能工厂生产管理的基本要求。OEE的提升标志产能的提高和成本的降低。生产管理信息系统需设置设备管理模块,使设备释放出最高的产能,通过生产的合理安排,使设备尤其是关键、瓶颈设备减少等待时间。
在设备管理模块中,要建立各类设备数据库、设置编码,及时对设备进行维保;通过实时采集设备状态数据,为生产排产提供设备的能力数据;建立设备的健康管理档案,根据积累的设备运行数据建立故障预测模型,进行预测性维护,最大限度地减少设备的非计划性停机;要进行设备的备品备件管理。

06、智能厂房设计
智能厂房除了水、电、汽、网络、通信等管线的设计外,还要规划智能视频监控系统、智能采光与照明系统、通风与空调系统、智能安防报警系统、智能门禁一卡通系统、智能火灾报警系统等。采用智能视频监控系统,可以判断监控画面中的异常情况,并以最快和最佳的方式发出警报或触发其它动作。

整个厂房的的工作分区(加工、装配、检验、进货、出货、仓储等)应根据工业工程的原理进行分析,可以使用数字化制造仿真软件对设备布局、产线布置、车间物流进行仿真。在厂房设计时,还应当思考如何降低噪音,如何能够便于设备灵活调整布局,多层厂房如何进行物流输送等问题。
07、智能装备的应用
制造企业在规划智能工厂时,必须高度关注智能装备的最新发展。机床设备正在从数控化走向智能化,很多企业在设备上下料时采用了工业机器人。未来的工厂中,金属增材制造设备将与切削加工(减材)、成型加工(等材)等设备组合起来,极大地提高材料利用率。
除了六轴的工业机器人之外,还应该考虑SCARA机器人和并联机器人的应用,而协作机器人则将会出现在生产线上,配合工人提高作业效率。
08、智能产线规划
智能产线是智能工厂规划的核心环节,企业需要根据生产线要生产的产品族、产能和生产节拍,采用价值流图等方法来合理规划智能产线。
智能产线的特点是:
△在生产和装配的过程中,能够通过传感器、数控系统或RFID自动进行生产、质量、能耗、设备绩效(OEE)等数据采集,并通过电子看板显示实时的生产状态,能够防呆防错;
△通过安灯系统实现工序之间的协作;
△生产线能够实现快速换模,实现柔性自动化;能够支持多种相似产品的混线生产和装配,灵活调整工艺,适应小批量、多品种的生产模式;
△具有一定冗余,如果出现设备故障,能够调整到其他设备生产;
△针对人工操作的工位,能够给予智能的提示,并充分利用人机协作。
设计智能产线需要考虑如何节约空间,如何减少人员的移动,如何进行自动检测,从而提高生产效率和生产质量。
09、制造执行系统MES
MES是智能工厂规划落地的着力点,上接ERP系统,下接现场的PLC程控器、数据采集器、条形码、检测仪器等设备。MES旨在加强MRP计划的执行功能,贯彻落实生产策划,执行生产调度,实时反馈生产进展:
△面向生产一线工人:指令做什么、怎么做、满足什么标准,什么时候开工,什么时候完工,使用什么工具等;记录“人、机、料、法、环、测”等生产数据,建立可用于产品追溯的数据链;反馈进展、反馈问题、申请支援、拉动配合等;
△面向班组:发挥基层班组长的管理效能,班组任务管理和派工;
△面向一线生产保障人员:确保生产现场的各项需求,如料、工装刀量具的配送,工件的周转等等。
为提高产品准时交付率、提升设备效能、减少等待时间,MES系统需导入生产作业排程功能,为生产计划安排和生产调度提供辅助工具,提升计划的准确性。
10、生产无纸化
随着信息化技术的提高和智能终端成本的降低,在智能工厂规划可以普及信息化终端到每个工位。操作工人将可在终端接受工作指令,接受图纸、工艺、更单等生产数据,可以灵活第适应生产计划变更、图纸变更和工艺变更。
11、生产监控及指挥系统
流程行业企业的生产线配置了DCS系统或PLC控制系统,通过组态软件可以查看生产线上各个设备和仪表的状态,但绝大多数离散制造企业还没有建立生产监控与指挥系统。
实际上,离散制造企业也非常需要建设集中的生产监控与指挥系统,在系统中呈现关键的设备状态、生产状态、质量数据,以及各种实时的分析图表。通过看板直观展示。提供多种类型的内容呈现,辅助决策。
总之,要做好智能工厂的规划,需要综合运用这些核心要素,从各个视角综合考虑,从投资预算、技术先进性、投资回收期、系统复杂性、生产的柔性等多个方面进行综合权衡、统一规划,建立具有前瞻性和实效性的智能工厂。
上一篇:详解ERP中的计划层次!